
FAP does not only produce advanced equipment for foam, our team also loves getting immersed into the process of physical foaming of polyethylene and polypropylene.
We also share our experience with our clients and partners, trying to teach everything we know and study ourselves. Spending a huge number of hours in our laboratory, we study all the nuances to make the technological process of foaming as simple and safe as possible for you.
Today we will analyse two rather serious hidden technological errors in the production of polyethylene (PE) and polypropylene (PP) foam, which are not visible at first glance but can significantly affect the quality of products, the formation of defects and the efficiency of your production.
1. Overheating of the mixture and violation of the geometric parameters of the finished foam material.
As for any kind of foamed polymers, physical foaming has its own nuances, and one of them is changes in the gas density in the polymer during and after foaming (expansion) due to its solubility.
Yes, after the production of the finished material, the expansion continues, since the gas is still hot and continues to expand. If this process is not properly controlled, it leads to many problems associated with the formation of cell wall destruction, the formation of bubbles on the material and, of course, the deterioration of its physical properties and its mechanical characteristics.

We know that many pipe insulation manufacturers have to face the problem of changing the internal diameter of the finished product due to wall expansion and subsequent deviation from the nomenclature requirements. Instead in the production of a packaging profile, the problem of excessive expansion can lead to a loss of profile geometry and, as a result, to the impossibility of using it due to poor fit. This will be a particularly big problem in the production of complex shaped profiles from physically foamed polyethylene, where it is necessary to achieve the most accurate geometric dimensions with minimal tolerances for deviations. The market is going in this direction very strongly and it would be very right strategy to compete in the field of complex figured profiles with the manufacturers of cross-linked foams XPE.
We faced a similar situation at one of client's factories, in the production of foamed pipe insulation, where during the degassing process the geometry changed either up or down, and the quality department often rejected entire batches of products. In this situation, the problem was solely in the wrong technological documentation, as well as in the methods of production and storage, since at another plant in the same region, operating on similar raw materials and identical equipment, such problems were reduced to almost zero.

What is the first reason of this main problem? The first and very serious error is that an improperly developed homogenization and melting process leads to excessive expansion of gas.
And this is a very big problem, especially in the production of foam insulation with complex shapes and tolerances or foam insulation, where a high modulus of elasticity is needed. We will not go into detail now on how this error affects the modulus of elasticity and sound insulation characteristics, if you need more information, you can contact to us.
The second reason follows from the first: overheating of the polymer mass and gas further increases the migration of GMS to the foam surface, creating an additional barrier to diffusion during the maturation of the foamed polymer.
To solve this problem or minimize the risks of its occurrence, it is necessary to pay attention to the following processes:
- Melting and crystallization temperatures;
- Uniformity of pressure in the cylinder during foaming, absence of voids and sharp drops;
- The kind of emulsifier used and its compliance with specific production conditions;
- The number of gas structural elements (cells) per 1 cm2 and the kind of nucleating agent used;
- The process of cooling and crystallization of the polymer foam after leaving the extrusion head (die);
- The temperature of the top layers of finished foam material before winding or packaging.
2. Difficults or lack of degassing of polyethylene (PE) and polypropylene (PP) foam.
This problem is 50% a consequence of the first technological error described above. The finished product (physically foamed polyethylene or polypropylene with gas like isobutane) requires a certain amount of time in the warehouse after manufacture before further use.
The degassing period depends on the thickness of the material, its density kg/m3, the number of meters in a roll, the temperature and humidity of the environment, the concentration and dosage of GMS, and the air exchange in the warehouse. The first and essential factor in the process of replacing gas with air is the migration of GMS to the surface of the foamed polymer.
This process occurs in any case, because GMS:
- reduces the surface tension during foaming,
- reduces the number of static charges on the surface of the foam,
- controls the gradual gas exchange with air, preventing collapse due to a sharp change in pressure inside the bubble (when the foam matures).
But with the wrong choice of GMS with a very low processing temperature and the wrong choice of melt and homogenization mode, you will greatly enhance this effect. This can be seen by the formation of a film or "crust" on the surface of the foam sometime after production, especially on foam with a small number of GSE (cells) per 1 cm2 and with large cells. This is due to the fact that, while migrating to the surface, GMS freezes, forming this same film and “crust” on the entire plane of the material, significantly complicating the degassing process.
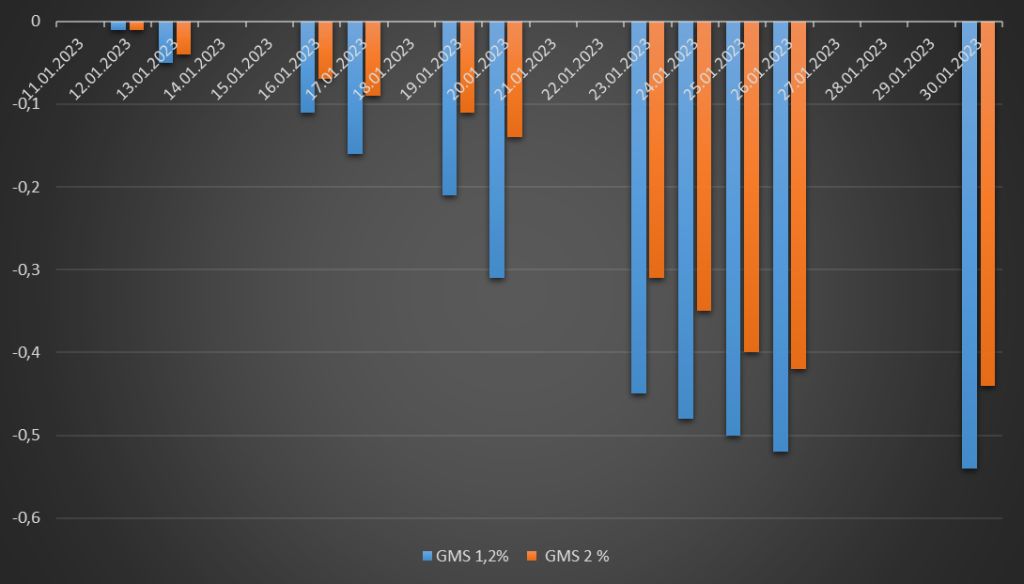
We did a small test to see how the emulsifier volume affects the degassing rate on polyethylene (PE) foam of 4 mm and 10 mm thickness with a density of 18-20 kg/m3, adding GMS at 2% and 1.2% of the total throughput. The results confirmed the fact that a decrease in the GMS concentration leads to a faster replacement of gas by air by 20.2% due to a decrease in its concentration on the foam surface.
Of course, reducing the dosage of GMS is not the best way to shorten and normalize the terms of gas exchange and reduce the pressure inside the cell, we only focus your attention on the correct choice of GMS, its concentration, formulation and processing temperature in the process of foaming in order to prevent excessive migration of GMS to the surface of the foam and excessive pressure of the expanding gas in the cell of the foamed polymer.
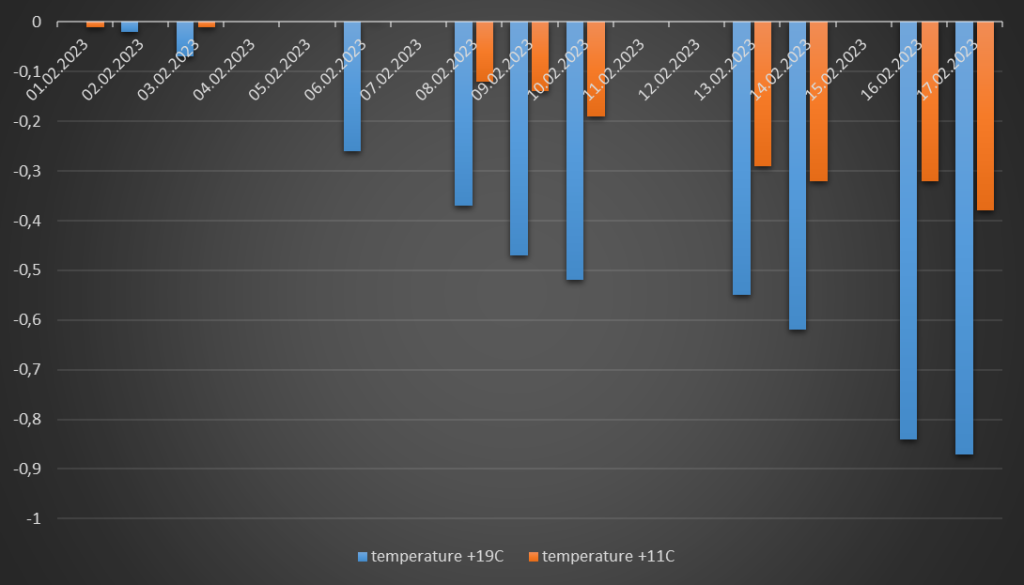
In addition, the storage conditions of polyethylene (PE) and polypropylene (PP) foam can also adversely affect the degassing period. Our tests on various materials with a thickness of 2 mm, 3 mm, 5 mm and 10 mm with a density of 18-20 kg / m3 show that the optimal temperature regime for storing foam finished materials of polyethylene and polypropylene is from 18 to 23 °C at a humidity of 30-40%.
For example, the degassing period (replacement of gas with air) of material in the form of rolls at a storage temperature of +10.3°C and a humidity of 38% is on average of 41.7% slower than the rate of degassing of a similar material during storage at +18.6°C and 30% of humidity.

Thus, an excess of residual gas significantly affects the further process of lamination of polyethylene and polypropylene foam with each other.
The fact is that when the foamed polymer is heated and melted with an air blade and a hot roll, the gas leaves the cells and expands sharply between the layers during lamination, preventing high-quality adhesion. Moreover, delamination may not be immediately noticeable, but occurs after a few hours as the gas expands and pressure is created between the layers.